")
Project Description
Evolving End Of Line Technology At Whyte And Mackay
Evolution Bottling and Packaging Solutions and Italian manufacturer TMG Impianti recently installed and commissioned a new 9,000 bph tube depalletiser and high level palletiser enhancing Whyte and Mackay’s packaging automation.
Award-winning whisky makers, with over 175 years heritage and fifth largest maker Whyte and Mackay produce exceptional premium whiskies from their five distilleries across Scotland, which are celebrated around the world. Recent enhancements to their packaging site in Grangemouth has included a bespokely configured tube depalletiser installed and commissioned by Evolution BPS’ team of UK based Engineers in conjunction with the manufacturer TMG Impianti.
Whyte and Mackay required a solution to effectively depalletise traditional unstable, lightweight, gift tubes as well as an end of line palletising solution able to handle high numbers of SKU combinations. Flexibility was key to the project with over 20 types of bottles to be handled and 4 types of cardboard containers.
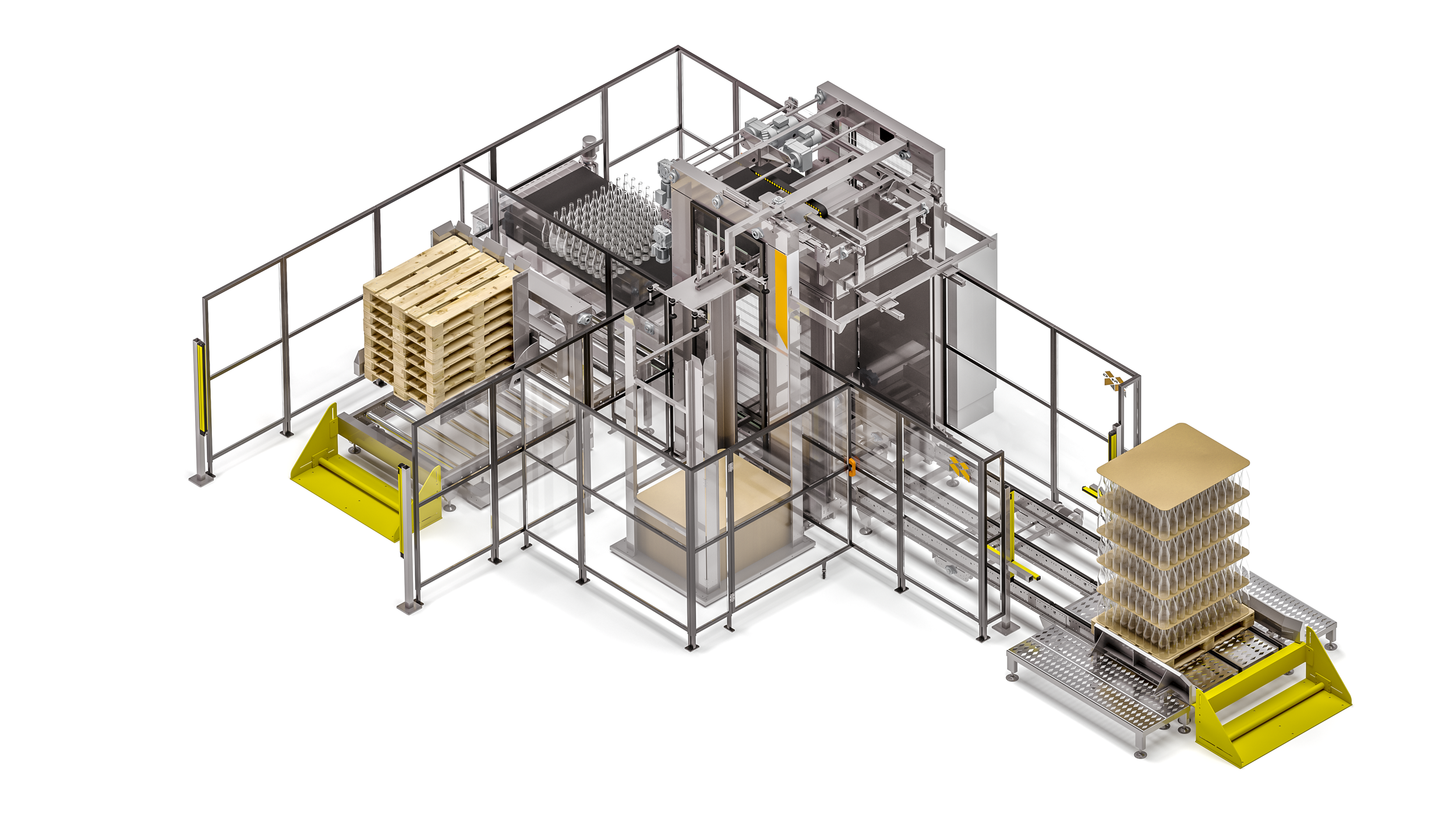
The Tube Depalletisation system installed comprises the Vega 60 depalletiser and ancillary devices all designed, produced and tested in house by TMG. The machine is equipped with a pneumatic device to remove the plastic interlayer from the pallet when the layer is being moved. As well as integrating the new equipment with the existing line, the supply also included ancillaries: full and empty pallet conveying system, allocation system, protection systems and accident prevention devices.
Despite the advanced technology of the overall system and the high level of automation used, its ease of use means that it does not require highly specialised personnel.

The versatility and compact design of the machine means that it can be configured to adapt to the logistical requirements of the installation area, even in fairly small spaces, and with high standards of cleanliness and hygiene.
The pallets are transported automatically to the unloading area and raised up where a series of controlled devices remove the layer, transfer it to the evacuation conveyor whilst keeping the products resting on the bottom. To ensure the layer is successfully shifted sideways, a dual-gripper system blocks the interlayer separator on which the products are resting.
In addition, the line is completed with a new High Level Palletiser also from Evolution and TMG. Also included in the supply was a spiralveyor to transfer cases to the High Level Palletiser offering flexibility on pallet builds with High levels of accuracy and repeatability as part of a thoroughly utilised high speed line.
Talking of the partnership with Evolution BPS and TMG, Engineering Project Manager Alan Donaldson says “This was an extremely challenging project involving various OEM`s and allowed us the opportunity to further develop the growing partnership between Evolution & their Italian based suppliers. Despite the negative impacts of Covid-19 & the subsequent restrictions on travel, Evolution and TMG were able to adapt to new ways of working & support new timelines through to the successful completion of the project”




{kind=link}
{kind=link}
{kind=link}
{kind=link}